





















Tất cả sản phẩm
108 × 30 146 × 20 ống thép tròn ống thủy lực 20 # CE













| Nguồn gốc | Trung Quốc |
|---|---|
| Hàng hiệu | Zhengshen |
| Chứng nhận | ISO, GOST,CE |
| Tài liệu | Sổ tay sản phẩm PDF |
| Số lượng đặt hàng tối thiểu | 1 T |
| Giá bán | USD700-900/Ton |
| chi tiết đóng gói | Bó |
| Thời gian giao hàng | 5-15 ngày |
| Điều khoản thanh toán | T/T, LC |
Thông tin chi tiết sản phẩm
| Làm nổi bật | 108 × 30 ống thép tròn,146 × 20 ống thép tròn,Bơm thủy lực mài 20# CE |
||
|---|---|---|---|
Mô tả sản phẩm
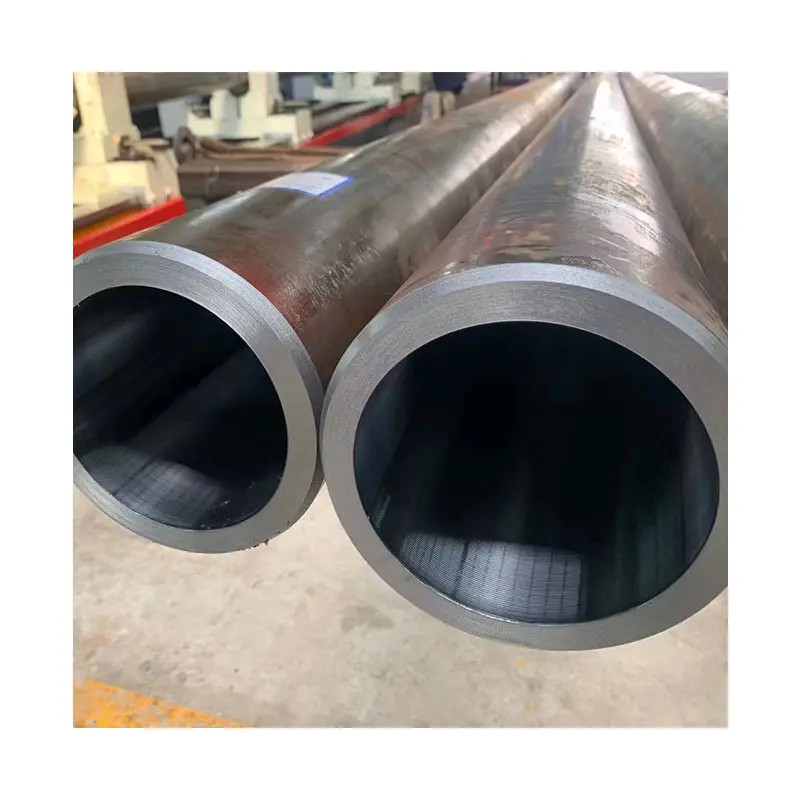
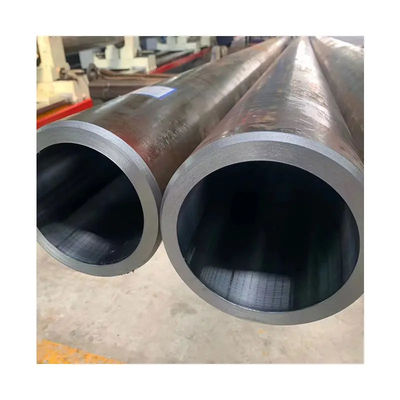
108 × 30,146 × 20,194 × 18 ST52,20 # Bụi mịn Bụi thép thủy lực
Bơm thép thủy lực
Tính năng:
- Phạm vi vật liệu: 20# thép;
- Tiêu chuẩn: GB3639-83;
- Kích thước: 108 × 30,146 × 20,194 × 18 v.v.;
- Các sản phẩm được sản xuất theo tiêu chuẩn trong nước và quốc tế nghiêm ngặt;
- Trọng lượng và số lượng đảm bảo;
- Giao hàng đúng giờ.
- Giá hàng loạt Bắt đầu từ 550 USD/tấn.
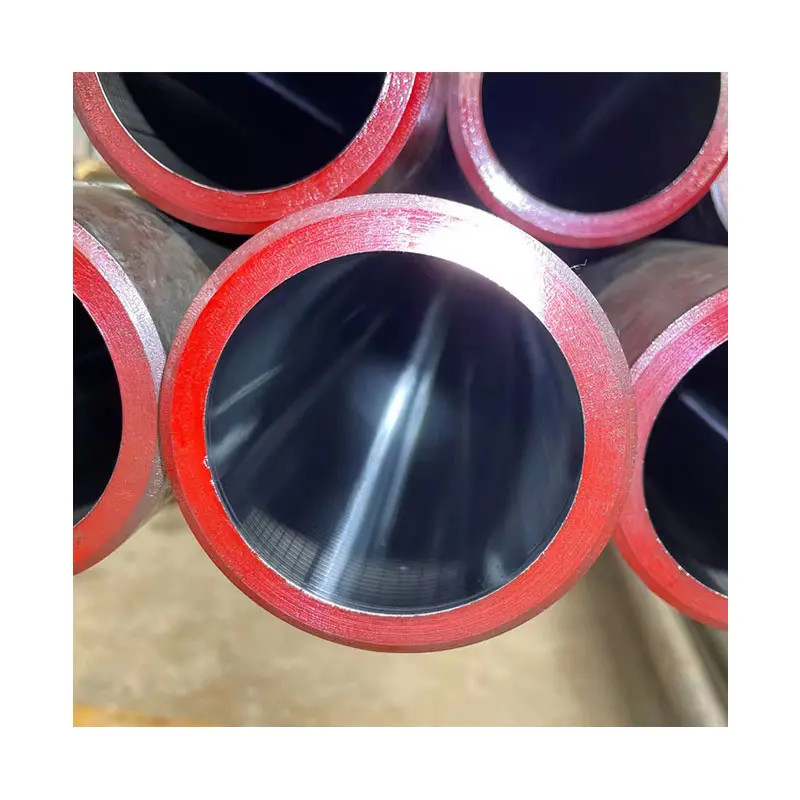
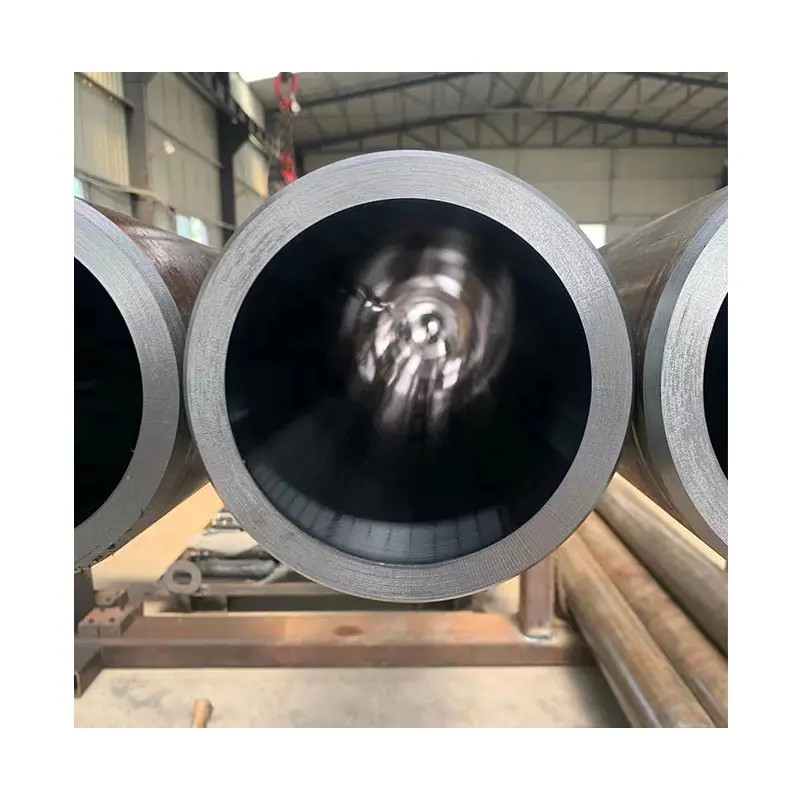
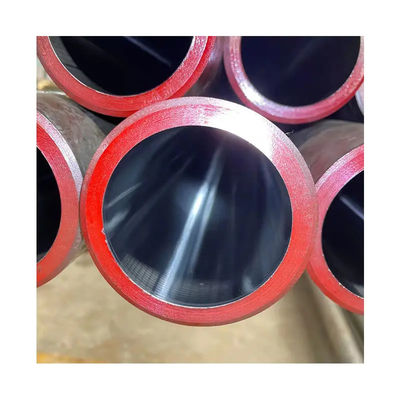
Bụi xi lanh nói chung đề cập đến ống mài, là một vật liệu ống thép chính xác cao được xử lý bằng cách vẽ lạnh hoặc cán nóng.Do thiếu lớp oxy hóa trên các bức tường bên trong và bên ngoài của ống thép chính xác, chống áp suất cao mà không bị rò rỉ, độ chính xác cao, độ mịn cao, uốn cong lạnh mà không bị biến dạng, bốc cháy, phẳng mà không bị nứt, vv,chúng chủ yếu được sử dụng để sản xuất các sản phẩm của các thành phần khí nén hoặc thủy lựcCác thành phần hóa học của ống nghiền bao gồm carbon C, silicon Si, mangan Mn, lưu huỳnh S, phốt pho P và crôm.
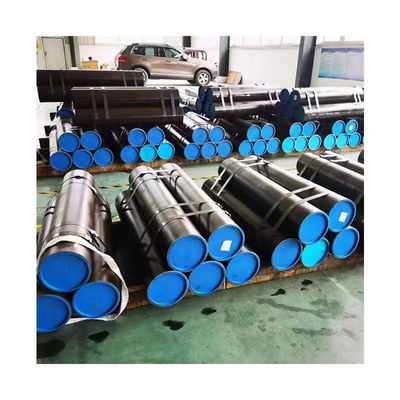
Chúng tôi có 4 dây chuyền sản xuất ống thép liền mạch cuộn nóng tiên tiến và 4 dây chuyền sản xuất ống thép liền mạch kéo lạnh, có thể sản xuất ống thép với các thông số kỹ thuật và vật liệu khác nhau.Chúng tôi có thể đáp ứng các nhu cầu khác nhau của bạn, và cung cấp các sản phẩm chất lượng cao và giá cả cạnh tranh nhất. sản phẩm của chúng tôi bán tốt trong hàng trăm thành phố lớn và vừa trong Trung Quốc, và được xuất khẩu sang Ấn Độ, Thái Lan, Việt Nam, Iran,Thổ Nhĩ Kỳ, Brazil, Ai Cập và các nước khác.
Vật liệu chung
- 10# Thép 0.07 ~ 0.13 0.17 ~ 0.37 0.35 ~ 0.65 ≤ 0.035 ≤ 0.035
- 20# Thép 0.17 ~ 0.23 0.17 ~ 0.37 0.35 ~ 0.65 ≤ 0.035 ≤ 0.035
- 35# Thép 0.32 ~ 0.39 0.17 ~ 0.37 0.35 ~ 0.65 ≤ 0.035 ≤ 0.035
- 45# Thép 0.42 ~ 0.50 0.17 ~ 0.37 0.50 ~ 0.80 ≤ 0.035 ≤ 0.035
- Thép 40cr 0.37 ~ 0.44 0.17 ~ 0.37 0.50 ~ 0.80 ≤ 0.035 ≤ 0.035 0.08 ~ 1.10
- Thép 25Mn 0.22 ~ 0.2 0.17 ~ 0.37 0.70 ~ 1.00 ≤ 0.035 ≤ 0.035 ≤ 0.25
- Thép 37Mn5 0,30 ~ 0,39 0,15 ~ 0,30 1,20 ~ 1,50 ≤ 0,015 ≤ 0.020
Ưu điểm chính
- Cải thiện độ thô bề mặt, và độ thô về cơ bản có thể đạt khoảng Ra ≤ 0,08 μm.
- Độ tròn và độ bầu dục chính xác có thể ≤ 0,01 mm.
- Cải thiện độ cứng bề mặt để loại bỏ biến dạng căng thẳng và tăng độ cứng bằng HV ≥ 4 °.
- Sau khi chế biến, có một lớp căng thẳng còn lại, làm tăng độ bền mệt mỏi lên 30%.
- Cải thiện chất lượng phù hợp, giảm mài mòn và kéo dài tuổi thọ của các bộ phận, nhưng chi phí chế biến của các bộ phận thực sự giảm.
Công nghệ chế biến
Các ống xi lanh được xử lý bằng cách cán. Bởi vì lớp bề mặt có căng thẳng áp suất dư thừa, nó giúp đóng các vết nứt vi tế và ngăn chặn sự mở rộng xói mòn.Điều này cải thiện khả năng chống ăn mòn bề mặt và có thể trì hoãn việc tạo ra hoặc mở rộng các vết nứt mệt mỏi, do đó cải thiện độ bền mệt mỏi của ống quilted.
Bằng cách tạo hình cuộn, một lớp làm cứng lạnh được hình thành trên bề mặt cuộn, làm giảm biến dạng đàn hồi và nhựa của bề mặt tiếp xúc của cặp nghiền,do đó cải thiện khả năng chống mòn của thành bên trong của ống nghiền và tránh bỏng do nghiềnSau khi cán, việc giảm giá trị độ thô bề mặt có thể cải thiện tính chất gắn kết.
Nguyên tắc chế biến cuộn
Rolling machining is a pressure finishing process that utilizes the cold plastic characteristics of metals at room temperature to apply a certain amount of pressure to the surface of the workpiece using rolling tools, gây ra dòng chảy nhựa của kim loại bề mặt của mảnh làm việc và lấp đầy nó vào các thung lũng hố thấp còn lại ban đầu, do đó làm giảm độ thô bề mặt của mảnh làm việc.Do biến dạng nhựa của bề mặt kim loại được cán, cấu trúc bề mặt được làm cứng lạnh và hạt trở nên mỏng hơn, tạo thành một cấu trúc sợi dày đặc và một lớp căng thẳng còn lại.do đó cải thiện độ chống mòn của bề mặt đồ đạc, chống ăn mòn, và tương thích.
Do đó, phương pháp này có thể đạt được cả hai mục đích hoàn thiện và tăng cường đồng thời, mà không thể đạt được bằng cách nghiền.dấu hiệu công cụ tinh chế và không đồng đều sẽ luôn luôn được để lại trên bề mặt của các bộ phận, dẫn đến các đỉnh và thung lũng bị lật lật.
Sản phẩm khuyến cáo